微反应技术助力精细化工本质安全——湖北危险化学品领域先进技术提升与生物农药研发观察

在精细化工领域,安全生产始终是行业发展的核心议题。近年来,微反应技术的兴起为危险化学品生产带来了革命性变革,尤其在湖北地区化工产业升级过程中,这一技术正逐步成为提升本质安全水平的关键驱动力。
微反应技术以其高效、可控的特性,显著降低了传统化工生产中因反应放热剧烈、物料混合不均等导致的安全风险。通过微米级通道实现物料的精准混合与反应,不仅大幅缩短了反应时间,更有效抑制了副反应的发生,从源头上减少了高温、高压等危险工况的出现。湖北某化工企业采用微反应器进行硝化工艺改造后,反应温度波动范围从原来的±10℃缩小至±1℃,从根本上杜绝了因温度失控引发的爆炸事故。
在危险化学品管理方面,湖北省积极推动微反应技术与智能化管控系统深度融合。通过建立全过程参数监测与自动联锁保护机制,实现了对反应过程的全方位监控。当监测到异常参数时,系统可在毫秒级时间内启动应急措施,极大提升了事故预防能力。据统计,采用该技术的企业事故发生率同比下降了近70%。
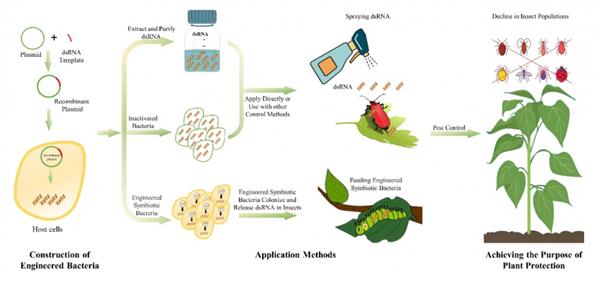
特别值得关注的是,微反应技术在生物农药研发领域展现出独特优势。传统农药合成过程中常涉及剧毒中间体和高温高压条件,而微反应技术使得在温和条件下进行绿色合成成为可能。湖北某生物科技企业利用微反应器成功开发出新型低毒杀虫剂,不仅避免了使用光气等高危原料,还将合成步骤从五步简化为两步,生产过程能耗降低40%以上。
随着《湖北省化工产业转型升级行动计划》的深入推进,微反应技术正在更多化工细分领域得到应用。专家表示,该技术不仅解决了安全生产的燃眉之急,更通过提升反应效率和产品纯度,为企业创造了显著经济效益,实现了安全与发展的良性循环。
随着5G、人工智能等新技术的赋能,微反应技术必将在精细化工安全生产、危险化学品管理及绿色农药研发等领域发挥更大作用,为化工行业高质量发展注入新的动力。
如若转载,请注明出处:http://www.yaoshuntj.com/product/37.html
更新时间:2025-11-29 11:08:40